Biorąc pod uwagę fakt, że w jednej firmie produkcyjnej mogą istnieć setki, a nawet tysiące takich pętli, problem wydaje się niemożliwy do rozwiązania. W złożonych procesach zawsze występują odchylenia, których analiza statystyczna może dostarczyć informacji o występowaniu składnika deterministycznego. Pojawienie się określonego odchylenia jest często charakteryzowane właśnie przez zachowanie deterministyczne.
Naszym zdaniem w przypadku pogarszającej się jakości sterowania z powodu quasi-okresowych zakłóceń, niestacjonarnego charakteru procesu, słabej wydajności urządzeń wykonawczych i pomiarowych, możliwe jest automatyczne zapobieganie.
Takie podejście jest nowe i do tej pory nie było omawiane w fachowych publikacjach. Przeprowadzone eksperymenty wykazały, że w przypadku procesu neutralizacji, który wykazuje pewne cechy niestacjonarne i/lub quasi-okresowe zakłócenia, proponowane podejście jest wykonalne. Praktycy cenią sobie łagodne nastawy algorytmów regulacji, jednak w pewnych sytuacjach powoduje to niewystarczającą reakcję na pojawiający się dryft lub inne zakłócenie. Przez 90% czasu łagodne działanie układów regulacji jest pożądane i w pełni wystarczające.
Czy te 10% czasu działania i straty z nim związane należy uważać za coś co należy zaakceptować? Naszym zdaniem można zachować pożądane i wystarczające działanie przez wspomniane 90% czasu, a jednocześnie poprawić działanie podczas pozostałych 10% czasu działania. Możliwa jest poprawa jakości sterowania bez konieczności zwiększania agresywności strojenia. Dla przykładowego procesu neutralizacji, zakłócenie występuje w odstępach 1,5 h, co znacznie pogarsza chwilową jakość sterowania. W przerwach między zakłóceniami, działanie systemu jest zadowalające dla zachowawczych (konserwatywnych) nastaw, dlatego nie ma potrzeby wprowadzania żadnych ulepszeń. Aby sformułować problem z innego punktu widzenia, można stwierdzić, że przez większość czasu działania systemu działa on poprawnie, przy strojeniu konserwatywnym, umożliwiając ekonomiczną pracę. Problemy stwarzają okresowe lub incydentalne zakłócenia, które z drugiej strony nie są na tyle częste, aby uzasadniać ekonomiczność stałego wzrostu agresywności regulacji. W związku z tym pojawia się pytanie: czy możliwe jest nieznaczne zwiększenie agresywności działania regulatora w warunkach pogorszonej jakości jego pracy? Aby udzielić odpowiedzi na to pytanie, należy zająć się dwoma problemami: jak wykryć pogorszenie jakości sterowania i jak zwiększyć agresywność działania układu? Tu z pomocą mogą przyjść elementy sztucznej inteligencji zrealizowane w prosty sposób.
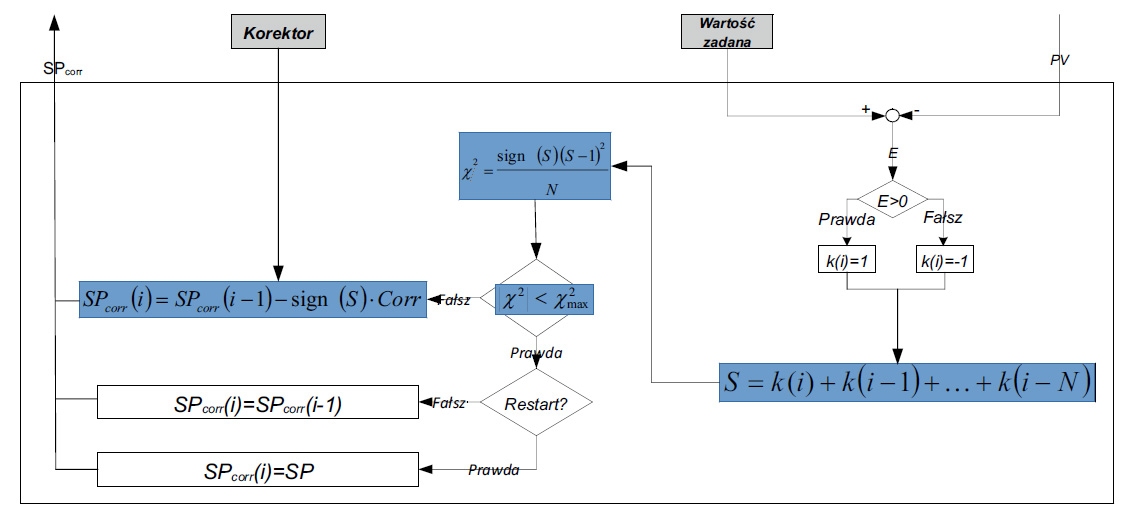
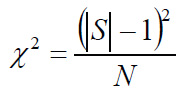
Rozwiązaniem pierwszego problemu może być znany test x2. To użyteczne narzędzie statystyczne do wykrywania zakłóceń w systemie z odpowiednim poziomem ufności. Możliwym rozwiązaniem drugiego problemu jest zmiana wartości zadanej z określonym krokiem, co wymusza natychmiastową zmianę wartości wyjścia regulatora, ale nie zwiększa bezpośrednio agresywności na stałe. Obrazowo to ujmując, można co jakiś czas dać układowi „kopniaka”, jeśli w danym czasie pracuje zbyt wolno. Jedną z zalet proponowanego algorytmu jest możliwość jego współpracy z dowolnym regulatorem, począwszy od powszechnie stosowanych regulatorów PI, a skończywszy na zaawansowanych algorytmach sterowania nieliniowego. Ta cecha może przemawiać do praktykującego inżyniera przemysłowego, który chce zapobiec pogorszeniu jakości sterowania.